 新闻动态
新闻动态
生物质颗粒机出料短且颗粒松散的原因有哪些
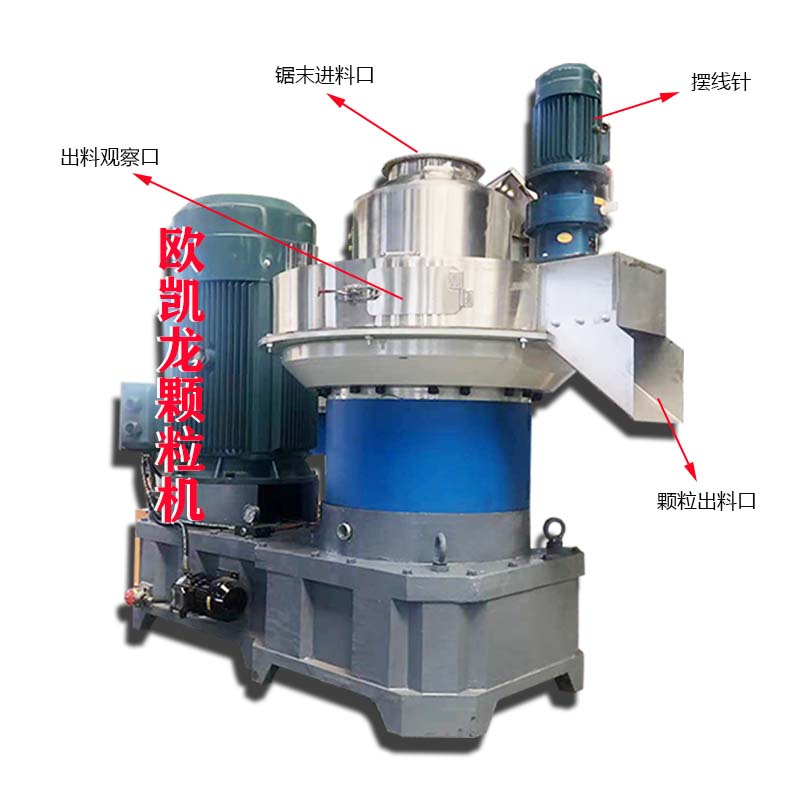
生物质颗粒机出料短且颗粒松散的原因有哪些?
第一方面,我们分析一下原料(锯末)粒度
从制粒原理上我们能了解到,影响生物质颗粒机制粒出颗粒出现粉料过多的原因首先要考虑原料因素。锯末粉碎太小细,那对于设备制粒强度高,稍不留意容易于堵机,且原料粉碎过细,也能造成粉碎电耗过高。如果原料粒度过粗,又会增加环模和压辊的磨损,制粒成形困难,尤其是小孔径环模成形更难,在制粒过程中造成物料糊化效果差,导致物耗高、产量低、颗粒含粉率高。据工程师多年的实践经验,锯末的直径在1-5mm之间是最容易颗粒成型形状
第二方面,说一下环模压缩比
在排除原料粒度后,仍有出现粉料过多的情况,我们就要从环模压缩比来考虑了。木屑颗粒机的环模压缩比是根据原料来定的,不同原料的压缩比是不同的,原料越硬压缩比越小,原料越蓬松压缩比越大,越蓬松的原料含纤维多,也较容易成型。环模压缩比过大,物料通过模孔的阻力大,颗粒压出来太硬,产量也低;环模压缩比过小,颗粒松散、粉料多,压出来不成型,就必须重新选用环模压缩比。另外再检查环模内孔的光滑程度和环模是否失圆,劣质环模模具会因环模内孔粗糙、环模失圆而导致出料阻力大,颗粒不光滑,甚至造成出料困难,产量更低。
3、模具磨损严重(压辊和环模)
在正常的生产中发现粉料突然多了起来,有可能是因为生物质颗粒机模具,也就是我们的压辊或环模模具已经磨损到了最后的使用寿命,应及时更换模具。建议每天在生产前检查模具是否完好的习惯,产后对磨具做清扫保养工作,这样才能做出好的产品
4、锯末的含水分
锯末在进入颗粒机前含水量,我们是建议在锯末在进入制粒前的含水量一般为13-20%,如果锯末料的水分大了,会出现模内打滑现象不易出料,或造成颗粒不成形出现粉料多的现象。如果原材料的水分小了,太干就会造成所生产的颗粒比较短甚至有裂纹,出粒慢并且会影响产量。
5、检查刮刀位置
检查原料在环模内的分布情况,不能让原料跑单边,如发生类似情况,必须调整大小喂料刮刀的位置,让原料在环模内分布均匀,这样既可延长环模使用寿命,同时出料也更顺畅。



{kind=link}